En muchos entornos de fabricación modernos, Molde preimpregnado La producción se sitúa en la intersección del control de materiales y la disciplina del proceso. La idea detrás de esto es sencilla. Los materiales llegan en un estado preparado, se les da forma dentro de un molde y luego se curan hasta obtener una forma terminada. La realidad, sin embargo, implica una serie de pequeñas decisiones que pueden influir en el resultado de manera sutil.
Las fábricas que trabajan con moldes preimpregnados a menudo enfrentan una serie de desafíos similares. Estos desafíos no siempre aparecen al mismo tiempo. Algunos emergen durante el manejo de materiales. Otros aparecen más tarde, durante el modelado o el curado. Cada etapa conlleva su propia presión. Las siguientes secciones exploran los problemas más comunes y cómo dan forma al trabajo de producción diario.
¿Por qué es tan delicado el manejo de materiales?
Los materiales preimpregnados requieren un manejo cuidadoso desde el momento en que ingresan a las instalaciones. No son tan indulgentes como las materias primas estándar. Su condición puede cambiar si se exponen a un entorno inadecuado durante demasiado tiempo.
El almacenamiento es una de las primeras preocupaciones. Los materiales deben mantenerse en condiciones estables para mantener sus propiedades. Si se los deja afuera por períodos prolongados, puede resultar más difícil trabajar con ellos. Esto afecta cómo se colocan dentro del molde y cómo responden durante el curado.
El manejo durante el transporte dentro de la fábrica también es importante. Los rollos u hojas deben moverse sin deformarse. Incluso un ligero estiramiento o compresión puede influir en el comportamiento posterior del material.
Los trabajadores suelen depender del tiempo. Los materiales se sacan, preparan y utilizan dentro de una ventana controlada. Los retrasos pueden provocar despilfarros. Una manipulación apresurada puede provocar defectos. El equilibrio no siempre es fácil de mantener.
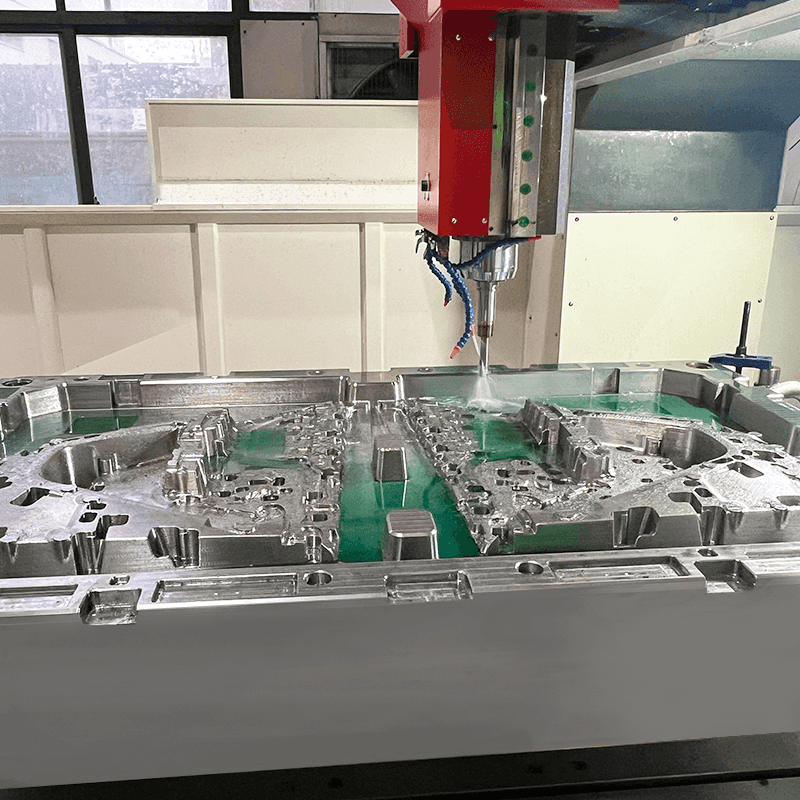
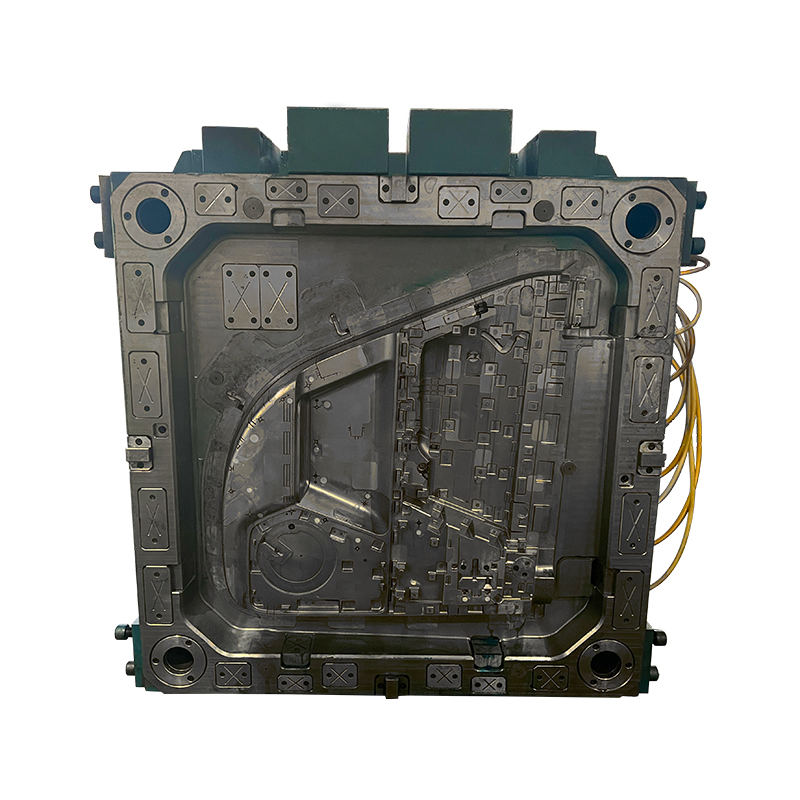
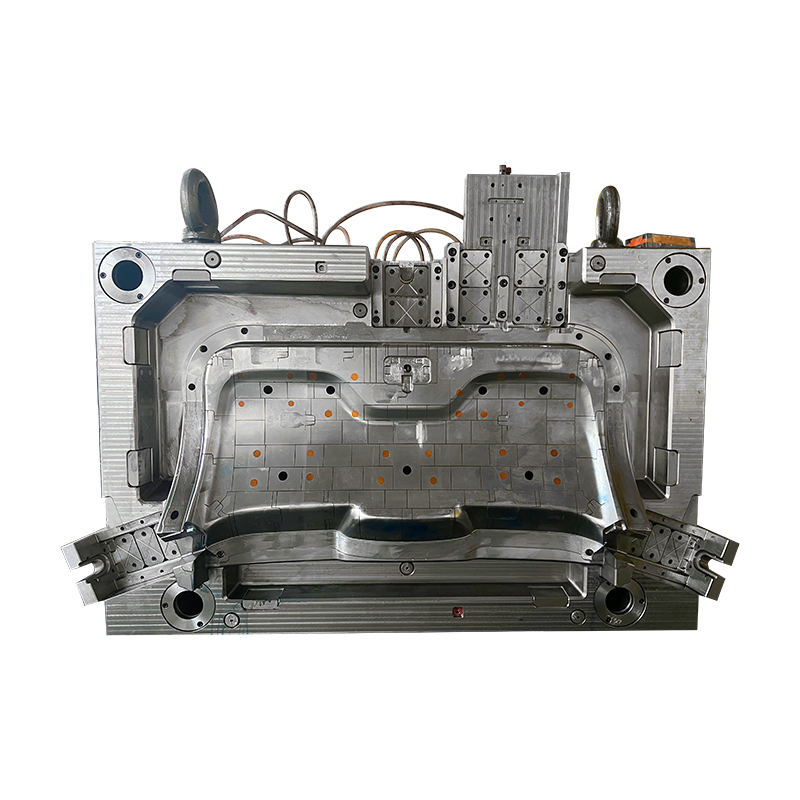
¿Qué dificulta el diseño de moldes?
Un molde define la forma final del producto. En la producción de preimpregnados, el molde debe soportar tanto la forma como el proceso. Debe guiar el material hacia su lugar y al mismo tiempo permitir un curado adecuado.
Diseñar un molde de este tipo no siempre es sencillo. Las formas complejas pueden crear áreas donde el material no se asienta uniformemente. Las esquinas, curvas y secciones profundas pueden requerir atención adicional. Si el material no se adapta bien, la superficie final puede presentar irregularidades.
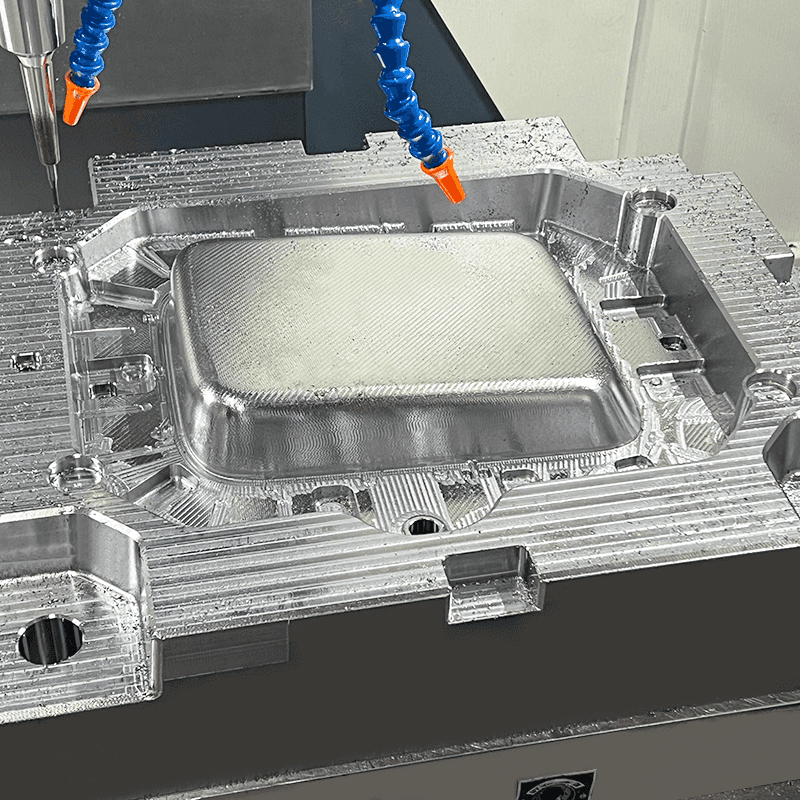
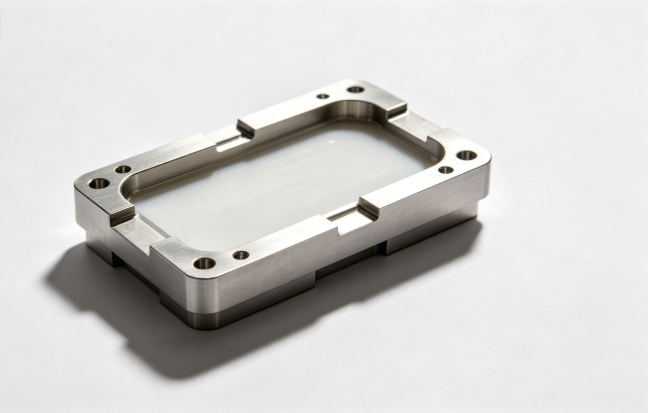
El molde también debe permitir un fácil desmolde. Después del curado, el producto debe separarse sin sufrir daños. Si el diseño no considera este paso, la eliminación puede resultar difícil.
La calidad de la superficie es otro factor. Una superficie lisa del molde ayuda a crear un acabado limpio. Cualquier imperfección del molde puede transferirse al producto.
Los equipos de diseño suelen ajustar las características del molde mediante pruebas repetidas. Pequeños cambios pueden mejorar el flujo, el ajuste y la liberación, pero requieren tiempo y coordinación.
¿Cómo afecta la consistencia de la bandeja a los resultados?
Bandeja se refiere a cómo se coloca el material preimpregnado en el molde. Este paso puede parecer sencillo, pero exige precisión y paciencia. Cada capa debe colocarse con cuidado.
Si las capas están desalineadas, la estructura puede debilitarse. Los espacios o superposiciones pueden provocar un espesor desigual. Esto afecta tanto a la apariencia como al rendimiento.
La coherencia entre las diferentes unidades es otra preocupación. Cuando hay varios trabajadores involucrados, pueden ocurrir ligeras variaciones. Con el tiempo, estas variaciones pueden dar lugar a diferencias notables en la producción.
La formación ayuda a reducir este problema, pero no lo elimina por completo. Incluso los trabajadores experimentados pueden abordar la tarea con pequeñas diferencias en la técnica.
Algunas fábricas introducen guías o plantillas para respaldar la alineación. Otros dependen de la inspección durante la etapa de colocación. El objetivo es mantener el proceso estable sin ralentizarlo demasiado.
¿Por qué el aire atrapado es un problema persistente?
El aire atrapado dentro del material puede crear huecos. Es posible que estos huecos no siempre sean visibles en la superficie, pero pueden afectar la estructura interna. Prevenir el atrapamiento de aire es un enfoque constante durante la producción de moldes.
Puede entrar aire durante el lanzamiento. También puede permanecer si el material no se asienta uniformemente. Quitarlo requiere presión y control cuidadosos durante las etapas de modelado y curado.
El desafío está en el equilibrio. Muy poca presión puede dejar aire en el interior. Demasiada presión puede desplazar el material o causar distorsión.
Los trabajadores suelen seguir de cerca esta etapa. Buscan signos de aire atrapado y ajustan el proceso cuando es necesario. Aún así, la eliminación completa es difícil, especialmente en formas complejas.
¿Qué desafíos surgen durante la etapa de curado?
El curado es la etapa en la que el material se endurece hasta alcanzar su forma final. Implica calor y tiempo controlados. Esta etapa exige coherencia. Cualquier variación puede afectar el resultado final.
La distribución de la temperatura es una preocupación. Si el calor no se aplica de manera uniforme, algunas áreas pueden curar de manera diferente a otras. Esto puede provocar superficies irregulares o tensiones internas.
El tiempo también influye. El material debe permanecer en condiciones controladas durante un período determinado. Si el proceso se interrumpe o acorta, es posible que el producto no alcance el estado previsto.
Los equipos de monitoreo apoyan esta etapa, pero no reemplazan la atención. Los operadores suelen realizar un seguimiento de las condiciones durante todo el proceso. Es posible que se necesiten pequeños ajustes para mantener la estabilidad.
El curado no es una etapa que permita una corrección rápida. Una vez que comienza el proceso, las opciones de cambio son limitadas. Esto agrega presión para garantizar que los pasos anteriores se completaron correctamente.
¿Cómo se desarrollan los defectos superficiales?
La calidad de la superficie suele reflejar todo el proceso de producción. Los defectos pueden aparecer por muchas razones. Pueden provenir del manejo de materiales, la condición del molde o variaciones de curado.
Los problemas comunes incluyen textura desigual, marcas o ligeras distorsiones. Es posible que estos no afecten la función, pero pueden influir en la apariencia.
La superficie del molde juega un papel clave. Si no está limpio o liso, los defectos pueden transferirse al producto. El mantenimiento regular ayuda a reducir este riesgo.
Las condiciones ambientales también importan. El polvo o las partículas pequeñas pueden depositarse en el material antes del curado. Una vez curados, estos pasan a formar parte de la superficie.
La inspección ayuda a identificar estos problemas a tiempo. Algunos defectos se pueden corregir. Otros requieren que el producto se reserve. Esto aumenta la presión de producción.
¿Por qué es difícil mantener el control de procesos?
La producción de moldes preimpregnados implica muchos pasos, cada uno vinculado al siguiente. Mantener el control durante todo el proceso no es fácil. Un pequeño cambio en una etapa puede afectar el resultado posterior.
Los operadores deben rastrear múltiples factores a la vez. La condición del material, la calidad del laminado, el estado del molde y las condiciones de curado interactúan. Mantenerlos alineados requiere coordinación.
La variabilidad es parte del trabajo diario. Incluso cuando los procedimientos son claros, las condiciones pueden cambiar. La temperatura en el espacio de trabajo, la velocidad de manipulación o ligeras diferencias en el material pueden influir en los resultados.
Para gestionar esto, las fábricas suelen recurrir a procedimientos estándar. Estos proporcionan un punto de referencia. Aún así, las condiciones reales pueden requerir ajustes.
La comunicación entre equipos es importante. Los grupos de diseño, producción e inspección deben compartir información. Cuando surgen problemas, la retroalimentación rápida ayuda a limitar su propagación.
¿Qué papel juega la inspección a la hora de abordar los desafíos?
La inspección actúa como punto de control durante todo el proceso. No elimina los desafíos, pero ayuda a detectarlos tempranamente.
Los controles visuales son comunes. Los trabajadores buscan signos de desalineación, marcas en la superficie o formas irregulares. Estos controles son simples pero efectivos.
También se pueden utilizar controles físicos. Estos implican una ligera presión o manipulación para confirmar la estabilidad. El objetivo es garantizar que el producto cumpla con la forma y sensación esperadas.
La inspección no ocurre sólo al final. Aparece en varios puntos. Después del laminado, después del curado y antes de terminar. Cada etapa ofrece la oportunidad de detectar problemas antes de que avancen.
La retroalimentación de la inspección retroalimenta el proceso. Si aparece un patrón, se pueden hacer ajustes. Este bucle ayuda a mejorar la coherencia con el tiempo.
¿Cómo interactúan estos desafíos a lo largo del proceso?
Los desafíos en la producción de moldes rara vez son únicos. Se conectan de maneras que no siempre son obvias. Un pequeño problema en el manejo del material puede provocar problemas durante el laminado. Una ligera variación en la disposición puede afectar el curado. La superficie final puede reflejar todos estos pasos.
El proceso puede verse como una cadena. Cada enlace apoya al siguiente. Si un eslabón se debilita, el efecto puede avanzar.
A continuación se muestra una vista simplificada de cómo los desafíos se alinean con las etapas de producción:
| Etapa de producción | Desafío común | Posible impacto |
|---|---|---|
| Manejo de materiales | Exposición ambiental | Trabajabilidad reducida |
| Diseño de moldes | Geometría compleja | Mal ajuste del material |
| Layup | Desalineación | estructura desigual |
| Dar forma | Atrapamiento de aire | vacíos internos |
| Curado | Condiciones desiguales | Problemas superficiales o estructurales |
| Acabado | Defectos superficiales | Preocupaciones por la apariencia |
| Inspección | Límites de detección | Identificación tardía de problemas |
Esta tabla muestra el flujo de influencia. También destaca cómo el control temprano puede reducir problemas posteriores.
¿Cómo responden las fábricas a la presión constante?
Las fábricas no tratan estos desafíos como problemas aislados. Son parte del funcionamiento diario. Los equipos desarrollan rutinas para gestionarlos. Estas rutinas evolucionan con el tiempo.
La formación favorece un manejo constante. El mantenimiento mantiene los moldes en condiciones utilizables. El monitoreo ayuda a rastrear las condiciones de curado. La inspección proporciona retroalimentación.
Los ajustes suelen ser pequeños. Un cambio de tiempos. Un ligero cambio en la ubicación. Una mirada más cercana a una superficie. Estas pequeñas acciones generan estabilidad a lo largo del proceso.
No existe una solución única que elimine todos los desafíos. El proceso sigue siendo dinámico. Responde a los materiales, el medio ambiente y la aportación humana.
Dentro de una línea de producción de moldes preimpregnados, el trabajo avanza paso a paso. Cada etapa conlleva sus propias exigencias. Cada decisión deja una huella en el producto final.